Advances in Filtration Using Sintered Metal Filters

Key takeaways:
- Sintered metal filters offer high efficiency in particulate removal, with capabilities for backwashing and long service life.
- These filters are suitable for high-temperature applications and various industrial uses, including chemical and power generation sectors.
- The design and selection of sintered metal filters depend on their particulate holding capacity and the characteristics of the particles being filtered.
- They are advantageous for processes requiring high filtration efficiency, durability, and resistance to corrosive environments.
Abstract
Filtration technology utilizing sintered metal media provides excellent performance for separation of particulate matter from either liquid or gas process streams (i.e., liquid/solids and gas/solid separation) in numerous industrial liquid and gas filtration applications. Sintered metal filter media, fabricated from either metal fibers or metal powders into filtration elements, are widely used the in the chemical process, petrochemical and power generation industries. Applications require particulate removal to protect downstream equipment, for product separation, or to meet environmental regulations.
Sintered metal media provide a positive barrier to downstream processes. Sintered metal media have demonstrated high particle efficiency removal, reliable filtration performance, effective backwash capability, and long on-stream service. These filters can provide particulate capture efficiencies of 99.9% or better using either surface or depth media. Operating temperature can be as high as 1000°C, depending on the selection of metal alloy. Along with the filtration efficiency consideration, equally important criteria include corrosion resistance, mechanical strength at service temperature, cake release (blowback cleanability), and long on-stream service life. These issues are critical to achieving successful, cost effective operations.
The life of such filter media (filter operating life) will depend on its particulate holding capacity and corresponding pressure drop. This accumulating cake can be periodically removed using a blowback cycle. The effectiveness of the blowback cycle and filter pressure drop recovery is a critical function of the properties of the accumulating particles in the cake and the filter media. Depth filtration media configured in a polishing filter may be utilized in those applications with light particle loading.
In addition to providing superior filtration in a single pass, clean-in-place backwashable media reducesoperator exposure to process materials and volatile emissions. While applications include high temperature and corrosive environments, any pressure driven filtration process with high operating costs has the potential for improvement using sintered metal filtration technology.
This paper will discuss filter-operating parameters of sintered porous metal media and filtration system design criteria for optimizing performance in a number of chemical process streams.
Introduction
The 21st century brings many economic and environmental challenges to the chemical industry. Major drivers for change include market globalization, demand for improved environmental performance, profitability, productivity and changing workforce requirements. Future competitive advantage in the chemical processing industry will come from patented technology and technical know-how. New economical high yield and high quality processes will characterize much of the industry’s production capacity with improved environmental impact and energy efficiency.
A high percentage of the chemical industry’s products and processes involve solids (particulate) handling. Filtration technology offers a means of reducing solids through mechanical separation via patented filter design and unique systems operation. Filtration can improve product purity, increase throughput capacity, eliminate effluent contamination (minimizing or preventing air and water pollution) and provide protection to valuable equipment downstream of the filter. Advances in filtration technology include the development of continuous processes to replace old batch process technology. Cost savings include less hazardous waste for disposal and labor savings from new technology. Fully automated filter systems can be integrated into plant process controls.
Solids reduction includes the removal of suspended solids from process effluent waste streams and cleaning solvents. The liquid product recovered is valuable for recycle to another chemical feed stream. Waste minimization includes the reduction of hazardous solids materials for recovery or recycle and solids reduction of non-hazardous materials to landfill. Filtration can reduce wastewater feed stream BOD (Biological Oxygen Demand), COD (Chemical Oxygen Demand), TSS (Total Suspended Solids), and TOC (Total Organic Carbon). These are the main parameters for which current emissions are measured with regard to local and international standards.
Filtration Fundamentals
Knowledge of filtration fundamentals is essential to ensure appropriate design of filter media and the optimum selection of appropriate media and filter design for each filtration application. Two main filtration modes can be considered, i.e., depth filtration and surface filtration. In the case of depth filtration, the particles are captured inside the media; while in surface filtration they are retained, as the term explains, at the surface where subsequently a cake of particles is formed.
Surface filtration is primarily a straining (sieving) mechanism where particles larger than the pore size of the filter media are separated at the upstream surface of the filter; their size prevents them from entering or passing through the pore openings. Subsequent particles accumulate as a cake that increases in thickness as more particle-laden fluid is forced into the filter medium. The cake, due to its potentially finer pore structure, may aid in the separation of finer particles than can be achieved by the filter media. However, the cake must exhibit sufficient porosity to permit continued flow through it as filtration proceeds. Processes can be run under constant flow/increasing pressure or constant pressure/decreasing flow. Because most surface filters are not perfectly smooth or have perfectly uniform pore structure, some depth filtration can take place that will affect the life of the filter.
Depth filtration is mainly used in applications where small particle levels have to be separated such as in the protection of downstream equipment against fouling or erosion, protection of catalysts from poisoning and in product purification. The particles penetrate into the media and are subsequently captured within its multiple layer structure. This multiple layer structure prevents premature blocking of the media and increases the capacity to hold dirt and on-stream lifetime. Because the particles are captured within the depth of the media, off-line cleaning will be required. This off-line cleaning can be accomplished with solvents, ultrasonic vibration, pyrolysis, steam cleaning or water back flushing. In addition, the media may be pleated, a configuration that minimizes housing size and cost.
Understanding of the ability of a filter to remove particles from a gas stream passing through it is key to successful filter design and operation. For fluids with low levels of particulate contamination, filtration by capturing the particles within the depth of a porous media is key to achieving high levels of particle efficiency. The structure of sintered metal provides a tortuous path in which particles are captured. Particles capture continues as a cake of deposited particles is formed on the media surface; however, particles are now captured on previously deposited particles. The life of such filters will depend on its dirt holding capacity and corresponding pressure drop. For fluids with high particle loading, the operative filtration mechanism becomes cake filtration. A particle cake is developed over the filter element, which becomes the filtration layer and causes additional pressure drop. The pressure drop increases as the particle loading increases. Once a terminal pressure is reached during the filtration cycle, the filter element is blown back with clean gas and/or washed to dislodge the filter cake. If the pore size in the filter media is chosen correctly, the pressure drop of the media can be recovered to the initial pressure drop. However, if particles become lodged within the porous media during forward flow, and progressively load the media, the pressure drop may not be completely recovered after the cleaning cycle.
Filtration rates are influenced by the properties of the feed particle concentration, viscosity and temperature. The filter operating mode can be constant pressure, constant flow rate, or both with pressure rising and flow rate dropping while filtering. Filtration cycle will be constrained if solids are fast blinding and allowable pressure has been reached, or for cake filtration, if the volume for cake buildup has been filled, even if the allowable pressure drop has not been reached. Permeability is expressed as flow rate against pressure drop. Permeability is influenced by filter type, fluid temperature and solids loading.
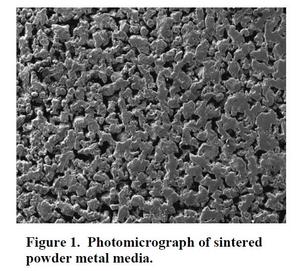
Sintered Powder Metal Media
Sintered metal media are manufactured by pressing metal powder into porous sheet or tubes, followed by high temperature sintering. A scanning electron photomicrograph of a typical sintered powder metal media is shown in Figure 1. The combination of powder size, pressing and sintering operation defines the pore size and distribution, strength and permeability of the porous element. Pore size of sintered metal media is determined using ASTM E-128. The media grade designation is equivalent to the mean flow pore, or average pore size of the filter. Sintered metal media are offered in grades 0.1, 0.2, 0.5, 1, 2, 5, 10, 20, 40 and 100. The filtration rating in liquid for media grades 0.2 to 20 is between 1.4 and 35 µm absolute. The filtration rating in gas ranges from 0.1 to 100 µm absolute.
Filter cartridges fabricated from sheet or tubes have an all welded construction. The filter media is designed and engineered with a stable porous matrix, precise bubble point specifications, close thickness tolerances, and uniformity of permeability, which assure reliable filtration performance, effective backwash cleaning and long on-stream service life.
Sintered Metal Fiber Media
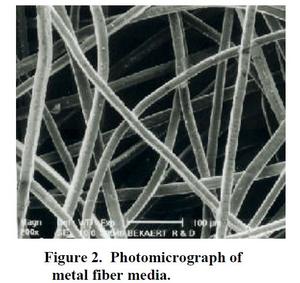
Metal fiber filter media consists of very thin (1.5 to 80 μm) metal filaments uniformly laid to form a three-dimensional non-woven structure sintered at the contact points. A scanning electron photomicrograph of a typical sintered metal filter media is shown in Figure 2. These media are explicitly designed for either surface or depth filters. Either single or multi-layered construction are utilized with each layer comprised of potentially different diameter fibers to achieve optimal performance, e.g., pressure drop, filtration efficiency, particle loading capacity, and media strength. The multi-layered material has a graduated design, so the dirt holding capacity is much higher and consequently the life expectancy is longer. The final filter rating is determined by the weight per used layer, the fiber composition of the layer and the combination of several layers. The availability of a high porous structure (up to 85%) offers a very higher permeability and hence a low pressure drop.
The properties of metal fiber filters, fabricated from various metal alloys, for gas filtration applications allow the use in extreme conditions: high temperature, high pressure and corrosive atmospheres. The primary benefits of sintered metal filters are: strength and fracture toughness, high pressure and temperature capabilities, high thermal shock resistance, corrosion resistance, cleanability, all-welded assembly, and long service life.
Fiber metal media have a higher porosity than the powder metal media, thereby resulting in lower pressure drop. For high temperature or corrosive applications, Bekaert has developed fibres in other alloys besides AISI 316L. Inconel® 601 and Fecralloy® are used for high temperatures (up to 560°C and 1000°C respectively) whereas Alloy HR can withstand temperatures up to 600°C and wet corrosive environments.
The inherent toughness of the metal filters provides for continuous, back pulsed operation for extended periods. For high temperature applications, additional criteria such as creep-fatigue interactions, and high temperature corrosion mechanisms need to be addressed. Filters with semi-permanent media are cost effective, since such units lend themselves to minimal downtime, closed and automatic operation with minimal operator intervention, and infrequent maintenance.
The proper selection of filter media with appropriate pore size, strength and corrosion resistance enables long-term filter operation with high efficiency particle retention. The filtration rating in liquid is between 2 and 35 µm absolute. The filtration rating in gas ranges from 0.1 to 10 µm absolute.
Filter Design
The filter design for liquid/solids separation is selected which produces the required filtrate, minimizes backwash or blowdown and maximizes throughput. Three types of filter configurations are described as follows:
1.) Outside-in filtration
Traditional liquid/solids barrier separation occurs on the outer perimeter of a closed-end tubular filter element (LSP). A gas assisted pneumatic hydro-pulse backwash has proven to be the most effective cleaning method for sintered porous metal filters.
2.) Inside-out filtration
Liquid/solid barrier separation occurs on the inside of a closed-end tubular filter element (LSI). LSI backwash modes include: a.) Full shell slurry backwash, b.) Empty shell slurry backwash, c.) Empty shell and empty element wet cake backwash and d.) Empty housing wet cake discharge.
3.) Inside-out Multimode filtration:
Liquid/solids (barrier or crossflow) separation occurs on the inside of open-ended tubular filter element (LSM and LSX). Elements are sealed within two tube sheets, thereby allowing for either top or bottom feed inlet. The LSM filter, with a feed recirculation feature, has proven itself in several continuous loop reactor systems. The downward velocity controls the cake thickness of the catalyst with the lower the velocity resulting in a thicker cake. Filter backwash modes are similar to LSI backwash modes and also includes a bump-and-settle type backwash that allows concentration of solids without draining the filter element or housing. Continuous loop reactor system may not require backwashing.
Scale-ability of the filtration systems allows for accommodating high flow rates and increased solids capacity. Filtration units are suitable for batch or continuous processes. Single housing filter systems are recommended where flow rates allow and flow can be stopped for a few minutes prior to backwash, or if off line periods can be tolerated for maintenance. Two filter dual systems are recommended where continuous flow is required and short periods of off line can be tolerated for maintenance. Three filter systems are recommended for continuous operation even during maintenance periods.
Benchscale and Pilot Testing
A valid method of evaluating filter performance is through bench scale and pilot testing. Filter testing typically begins with a simple disc feasibility test to qualify media and obtain critical filtration characteristics. Successful feasibility studies usually progresses to more involved testing of pilot equipment. Pilot testing helps develop successful commercial separation practices. While bench scale tests produce reliable indication of filter performance, data obtained in pilot scale testing on a process line will show filter operating parameters with normal process variations. Development programs require direct access to suitable equipment over an extended period. Pilot testing of sintered metal backwashable filters can provide the following information:
- Verification of filtrate quality;
- Filter thruput per cycle at various flux rates;
- Rate of rise in pressure drop vs. thruput;
- Backwash volume and resulting solids concentration;
- Scale up data for full scale sizing;
- Accurate cost estimates;
- Demonstrate high product value;
- Reliable operation with high on-line time and low maintenance;
- Demonstrate new technology at a commercial scale.
In addition to verifying filter performance, pilot testing provides the opportunity for the operating engineer to learn to use the equipment and conduct experiments that optimize filter operation for their particular process. Pilot test trials address significant technical questions and problems prior to full-scale commercialization. The outcome of pilot plant operations verify:
- Filtration/reaction studies verified at laboratory and pilot plant scale;
- New technology demonstrated;
- High volume product consistently recovered;
- Product separation and recovery optimized;
- Capacity testing completed;
- Overall operating efficiency.
Media Selection
Feasibility Case Study: Catalyst Solids Removal
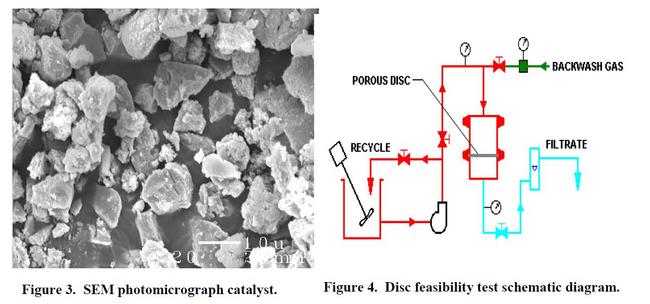
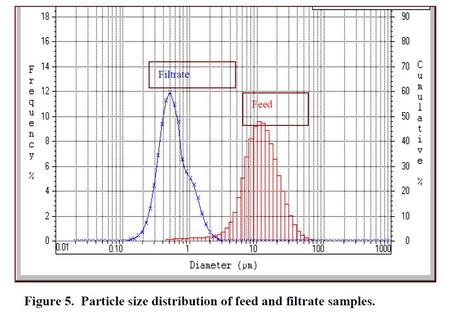
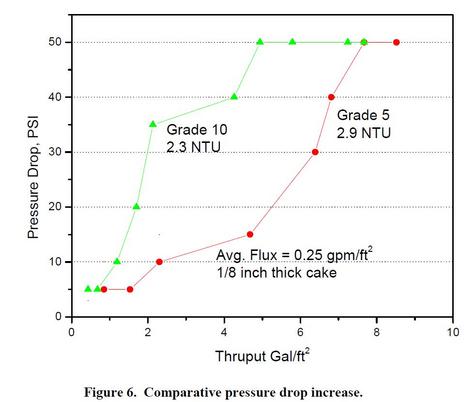
A typical approach for feasibility testing and media selection is illustrated in the following test case. The objective was to evaluate the filtering characteristics of a new catalyst to support an existing LSI commercial filter installation. Filtration studies were conducted with a 70-mm disc test filter using both Grades 5 and 10 media to compare filter performance. Catalyst particle size distribution (PSD) was measured using a Horiba LA-910 Laser Scattering Particle Size Distribution Analyzer. The size range (based on volume %) was 0.51 to 60 µm with a mean size of 13.4 µm. SEM microscopy at 2000- X magnification verified particle size distribution as shown in Figure 3. Catalyst slurry was filtered once through at a constant rate using Grades 5 and 10 media housed in the 70-mm disc filter housing shown in Figure 4. A particle size distribution comparison of feed and filtrates (Grade 5) sample is shown in Figure 5. Test results indicate that filtration using Grade 5 media resulted with a lower rate of rise pressure than Grade 10 media as indicated in Figure 6. Filtrate turbidity samples were similar. Filtrate from the Grade 5 media measured 2.9 NTU, while filtrate from Grade 10 media measured 2.3 NTU. The 1/8 inch thick filter cake backwashed effectively from the Grade 5 media surface. Some catalyst remained in the porous structure of the Grade 10 media, indicating that catalyst had blocked some of the surface pores.
Test results indicate that Grade 5 media is better suited for filtration of new catalyst sample using the HyPulse LSI filter configuration. Pilot testing at the commercial facility verified results of feasibility study and resulted in purchase of replacement cartridges for an existing filter vessel.
Commercial Applications
Application 1:
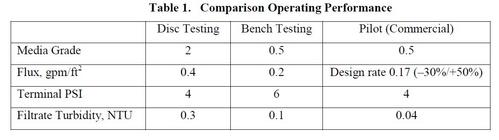
Laboratory disc tests conducted in April 1992 indicate suitability of sintered metal filter for catalyst recovery application. Bench scale pilot filter tests were conducted at the customer’s lab facility to verify filter performance and filtrate quality. In November 1992 pilot testing with continuous catalyst filtration using 2% slurry demonstrated consistent flux rates of 0.2 gpm/ft2. A comparison of filter performance from disc testing through pilot testing is listed in Table 1. Axial velocity through the filter controlled cake thickness. The rate or velocity through the filter was optimized in bench scale testing. Optimal filter performance indicated that the filter could operate at pressures < 10 PSI without backwashing. Tests were conducted over about 1500 hours with no significant change in operating performance. The project gained approval to move to the final stage.
The objective of pilot test development program was to convert isomerization process from batch to continuous. The first commercial plant was scheduled for operation in 1994. The process was started up in July 1994 in accordance with parameters established during the pilot testing. System dynamics experienced during start-up and initial operation exhibited performance similar to the pilot test studies. The filter operated successfully to recover and recycle precious metal catalyst after solvent wash and removal of 10% of the catalyst from the process after each batch. Process liquid is hazardous, however, because the filter system is completely enclosed, solvent could be used to wash and re-slurry catalyst back to the reactor.
The primary (larger) LSM catalyst filter is designed for bulk catalyst filtration and recycle. The filter design offers completely enclosed automated operation with minimal filter cleaning/regeneration. Fresh catalyst is added to each batch. The smaller LSP filter is designed for catalyst removal from the system. After 7 years of operation the filter bundle was replaced during a preventive maintenance schedule. The filtration system continues to operate since its initial installation in 1994.
Application 2:
This catalyst filtration concept was proved in laboratory testing to confirm filter operating parameters and media selection. A development program utilizing pilot testing used a reactor equipped with filtration apparatus capable of separating product from catalyst, whereby the product can be removed from the
reactor while the catalyst is retained, thus permitting the reaction to be run semi-continuously or continuously. Testing utilized the HyPulse® LSM filter design.
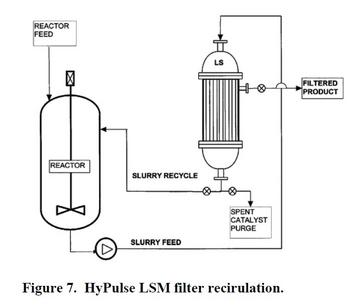
By equipping a reactor with a means of maintaining catalyst in the vessel, the reactant can be pumped and the catalyst free product continuously removed. The hydrogenation process stops when the catalyst charge deactivates. The preferred method of filtration was to install a re-circulation loop onto the reactor,
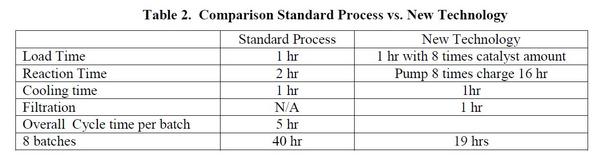
as shown in Figure 7. For an extended batch or continuous process, a larger charge of catalyst is used to ensure sufficiently large commercially viable production quantities. This process allows up to a 50% reduction in total cycle time and an increase in over 65% in the amount of product run as indicated in Table 2.
Application 3:
The first use of sintered metal filters using inside-out (LSI) HyPulse® filtration technology for continuous slurry oil filtration was in 1985. The installation demonstrated the suitability of sintered metal media for high temperature filtration of slurry oil for a carbon fiber development process. The filter operated reliably for many years producing clean oil with solids content of less than 20 ppm and was eventually shut down because of low product demand. Since then, refineries around the world have become aware of the benefits of filtration using sintered metal media for catalyst fines removal in slurry oil service.
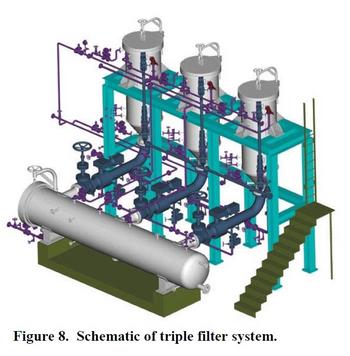
Throughout the 1990’s numerous LSI filtration systems have been installed for FCC slurry oil filtration. The largest continuous filtration systems utilizes (3) 66” LSI filters as shown in the schematic in Figure 8. Filtration cycle time ranges from 2 to 16 hours operating at 30 & 60 PSI, respectively in the filtration of 1000 ppm slurry oil. Extended cycle times were obtained by running two filters simultaneously, but staggered in cycle time, with the third being on stand-by for utilization when one of the other filter units is backwashed. The filter design uses a full shell backwash. Efficiency of the recovered product using two filters on line exceeds 99.8%.
Since 1997 there have been many refineries in China have installed LSI filtration systems for catalyst removal in resid fluid catalytic cracking (RFCC) units. A filtration system with (2) 24” LSI filters was installed in a RFCC unit with 1.4 million metric tons (mt) per year capacity and an output of slurry oil of 180 mt/day. The slurry oil has an average 3,000 to 5,000 ppm solids concentration. Cycle time varies from 2 to 8 hours. The filtrate solids content is under 50 ppm. The filter is controlled by local PLC that communicates with refineries distributed control system (DCS) to enable the operator monitor the filtration in the control room. The system is running continuously since then supplying a local company with clean filtrate to produce carbon black.
Application 4:
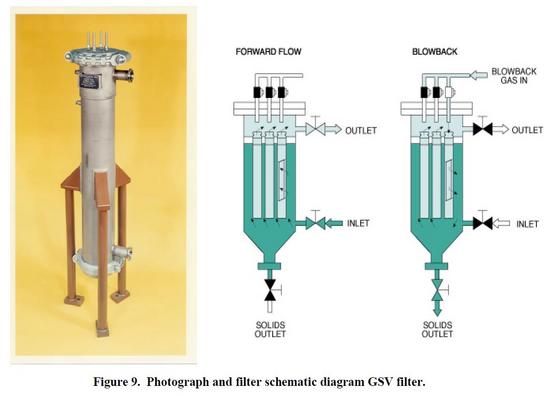
A process for producing Uranium Dioxide utilizes a HyPulse® gas/solids venturi pulse (GSV) blowback sintered metal filters, as shown in Figure 9, for the recovery of Uranium oxide fines from a process kiln. The sintered metal filters must withstand kiln off-gas stream temperatures of 300°F and be chemically resistant to the gaseous components. The primary risks associated with this conversion are chemical and radiological. The conversion process uses strong acids and alkalis that involve turning uranium oxide into soluble forms, leading to possible inhalation of uranium. In addition, the corrosive chemicals can cause fire or explosion hazards.
Successful field applications and laboratory support provided performance data that resulted in the first commercial filter installation put in service in 1984. The completely enclosed GSV filter operates with 99.999% efficiency with a very low solids load to the filter and infrequent backpulsing. Key operating parameters include controlled approach velocity to the filter, high efficiency, and use of venturi for blowback for continuous operation. Today, one uranium conversion plant continues to operate in the United States using this patented process.
Application 5:
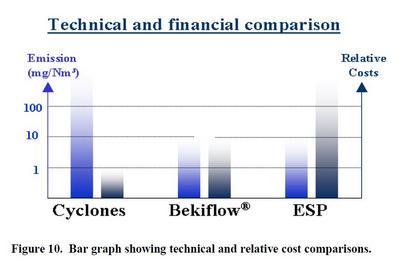
Cleanable sintered metal fibre filters offer an economical solution to processes with increased demand for higher particulate removal efficiency in extreme conditions. The development of metal fiber filter media such as Bekipor® contributed to an increased quality level through higher filter efficiency and a longer onstream
lifetime. Traditional separation systems such as cyclones, ElectroStatic Precipitators (ESP) and disposable filters are losing their appeal. Figure 10 compares emissions efficiency and relative cost of fiber metal compared to ESP and cyclones.
A highly porous structure, which is a characteristic of a sintered metal fibre medium, offers a high permeability and hence low pressure drop, even at high filtration velocities. This results in a low capital expenditure and low running costs. The cleanability for both on line cleaned surface filtration as for off line cleaned depth filtration is excellent.
This application used Bekiflow® HG for removal of alumina and alumina hydroxide dust having a particle size of 50% < 15 μm. Gas temperatures measured 842 °F. Dust concentration before the filter measured 250-800 mg/Nm³. Gas concentration after filtration was less than 30 mg/Nm³. Maximum pressure drop was 15 mbar. Total surface area of the filter was 830 m2. Fiber metal filters offers limited pressure drop and was tested for guaranteed lifetime of 27,000 operating hours. Customer benefits include less filter surface required, smaller bag house therefore less installation place required.
Summary
Sintered metal media provides an effective means of filtering to remove particulate whether they are impurities or valuable by-product of a chemical process stream. These media are ideally suited for more demanding applications involving high temperatures, high pressures, and/or corrosive fluids. Chemical
companies are utilizing filtration to minimize waste products at the source rather than at the end of the line of the production process. Filtration improves product quality and protects downstream equipment in the production of chemical based products. Advances in filtration technology include the development of continuous processes to replace old batch process technology. Liquid/solids filtration using conventional leaf filters is messy and hazardous to clean and require extended re-circulation time to obtain clean product. Traditional gas/solids separation systems such as cyclones, ElectroStatic Precipitators (ESP) and disposable filters are being replaced by sintered fiber metal filtration systems.
Sintered metal filters should be operated within the design parameters to prevent premature blinding of the media due to fluctuations in process operations. Use of flow control assures the filter will not be impacted with a high flow excursion. Filter efficiency increases as the filter cake forms. The cake becomes the filter media and the porous media acts as a septum to retain the filter cake. Filter cakes can be effectively washed in-situ and backwashed from the filter housing. A gas assisted pneumatic hydropulse backwash has proven to be the most effective cleaning method for sintered porous metal filters. Sintered metal filters can be fully automated to eliminate operator exposure and lower labor costs while providing reliable, efficient operation.
Bekiflow and Bekipor are registered trademarks of Bekaert.
Hypulse is a registered trademark of Mott Corporation.
FAQs: Sintered Metal Technology
Q: What is sintered metal?
A: Sintered metal refers to a specialized material made by compacting and forming metal powder under heat and pressure, creating a solid, porous structure ideal for filtration and various industrial applications.
Q: How are sintered metal filters manufactured?
A: Sintered metal filters are produced by compacting metal powder in a mold and then heating it to a temperature below the metal’s melting point, causing the particles to bond without liquefying.
Q: What are the main advantages of using sintered metal filters?
A: Sintered metal filters offer high durability, excellent temperature and corrosion resistance, and the ability to withstand harsh environments, making them suitable for challenging industrial applications.
Q: In what industries are sintered metal filters commonly used?
A: Sintered metal filters are widely used across various industries, including pharmaceuticals, food and beverage, chemical processing, and aerospace, for their efficiency in removing particulates from gases and liquids.